

【全新视界!】无缝钢管Q355C无缝方管货源稳定产品视频,带你领略产品新风尚!
以下是:无缝钢管Q355C无缝方管货源稳定的图文介绍


那完全是因为无缝钢管,解决了很多普通钢管,所无法解决难题。比如说运输量问题,普通钢管,由于自身制作技术因。导致管道承受压力能力,并不是那么强,一旦流通量过大,这肯定会给管道,带来更大冲击力。
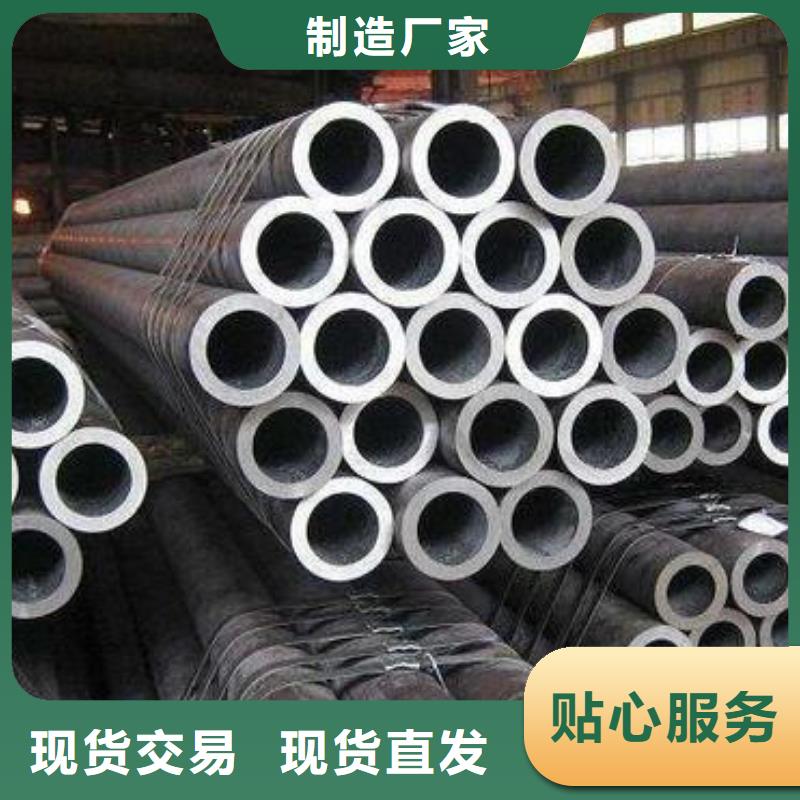
也正是因为如此,这种类管道材料才能得到快速推广,目前无缝钢管生产厂家数量也在不断增加,总体上说,这种类管道材料在质量上还是经过了严格把关,因此,无缝钢管在厂之前都必须要经过检测,这样才能更好保证这种管道材料质量,因此,无。
8月2日,发布2018年第季度中国钱银方针履行陈述。陈述着重,将引导钱银平稳适度增加,严控对污染和产能过剩职业借款等。清晰表明严控对污染和产能过剩职业借款,也即是说,作为高污染、产能严峻过剩钢管职业借款压力大增,这一点在曾经是从未有过表象,而这一点无疑抓住了钢管职业大痛脚。
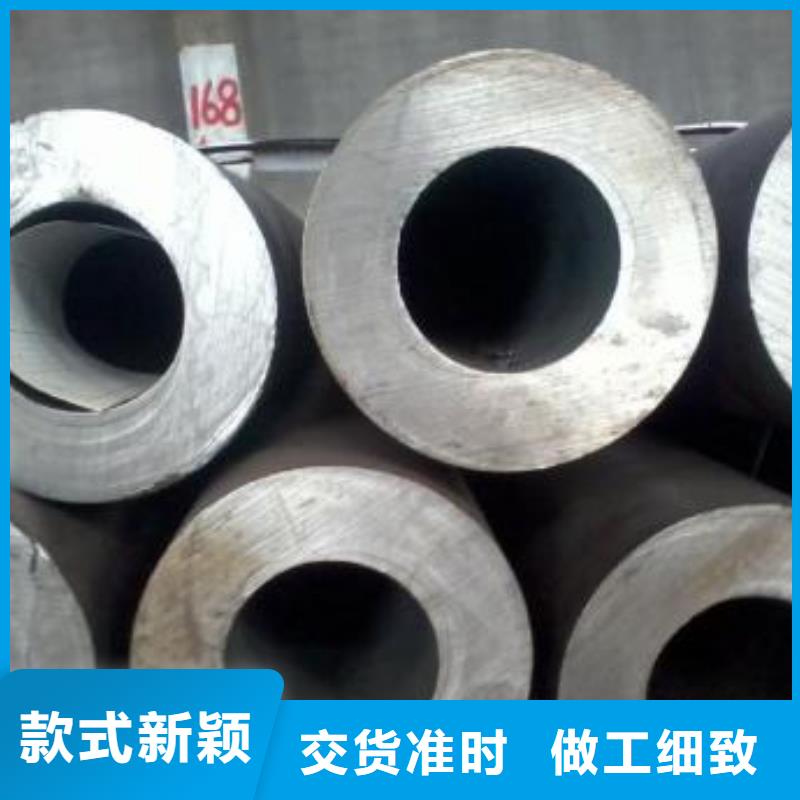
甚至在某些行业,还会引发一些事故。因此我们在购买管道之时,一定要知道,一些基础检验段。首先可以从外观来分辨,一般来说无缝钢管,分为两个不同种类。分别是冷轧无缝钢管,以及热轧无缝钢管。从外观上来看,冷轧无缝钢管,要短于热轧无缝钢管。
也正是因为如此,这种类管道材料才能得到快速推广,目前无缝钢管生产厂家数量也在不断增加,总体上说,这种类管道材料在质量上还是经过了严格把关,因此,无缝钢管在厂之前都必须要经过检测,这样才能更好保证这种管道材料质量,因此,无。
8月2日,发布2018年第季度中国钱银方针履行陈述。陈述着重,将引导钱银平稳适度增加,严控对污染和产能过剩职业借款等。清晰表明严控对污染和产能过剩职业借款,也即是说,作为高污染、产能严峻过剩钢管职业借款压力大增,这一点在曾经是从未有过表象,而这一点无疑抓住了钢管职业大痛脚。
甚至在某些行业,还会引发一些事故。因此我们在购买管道之时,一定要知道,一些基础检验段。首先可以从外观来分辨,一般来说无缝钢管,分为两个不同种类。分别是冷轧无缝钢管,以及热轧无缝钢管。从外观上来看,冷轧无缝钢管,要短于热轧无缝钢管。



硕鑫钢管有限公司始终秉承研发带动生产,生产促进研发的循环发展理念,严把 广西河池Q355D无缝方管质量关,价格关,售后服务关,得到广大新老客户信赖。我们将一如既往,以更好的 广西河池Q355D无缝方管产品,更优的价格,更及时到位的服务来回馈广大新老客户,与您携手共同走向我们美好的明天。



淬火是将小无缝钢管加热到临界温度以上,保温一段时间,然后很快放入淬火剂中,使其温度骤然降低,以大于临界冷却速度速度急速冷却,而获得以马氏体为主不平衡组织热处理方法。淬火与不同温度回火合可以大幅度提高钢管韧性及疲劳强度,获得综合机械性能较好钢管。无缝钢管材料,广泛使材料。在建筑中能经受一般锈蚀,可抵抗食品加工介质浸蚀(但含有浓酸和氯化物成分高温状态可能现腐蚀),能抵抗有机化合物、染料和广泛各样无机化合物。304L(低碳),耐性好,并耐中等温度和浓度,广泛地作液态气体贮罐,作低温设备(304N)、器具其它消费产品,厨房设备、设备、运输工具、废水处理装置。因为当一个建筑,已经施工完毕之后,需要将支架,搬运到另一个地方。或者是一个楼盘,全部施工完毕之后,需要将支架拆卸下来,搬运到另一个楼盘。如果钢管自身比较重,这带来人力物力消耗,可是非常大。可是在近几年中,有心朋友就会发现,建筑施工时间,变得越来越短了。



初步整圆阶段27simn无缝钢管圆度的控制
设备简单且效率更高,初步整圆阶段27simn无缝钢管圆度的控制 27simn无缝钢管扩径是一种利用液压或机械方式从钢管内壁加力使钢管沿着径向向外扩胀成型的压力加工工艺。机械方式比液压方式。世界上 进的几条大口径27simn无缝钢管制管线扩径工序都被采用,其工艺为:机械扩径利用扩径机端部的分瓣的扇形块沿径向扩张,使管坯沿长度方向以步进方式,分段实现全管长塑性变形的过程。分为5个阶段 1初步整圆阶段。扇形块打开直到所有扇形块都接触到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。2名义内径阶段。扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。3弹复补偿阶段。扇形块在2阶段的位置开始进一步将低速度,直到抵达要求位置,这个位置是无缝方管工艺设计要求的弹复前钢管内圆周位置。4保压稳定阶段。扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压稳定阶段。5卸荷回归阶段。扇形块从弹复前钢管内圆周位置开始迅速回缩,直到抵达初始扩径的位置,这是扩径工艺要求的扇形块小收缩直径。实际应用中,工艺简化中,23步骤可以合并简化,这对钢管的扩径质量没有影响。
设备简单且效率更高,初步整圆阶段27simn无缝钢管圆度的控制 27simn无缝钢管扩径是一种利用液压或机械方式从钢管内壁加力使钢管沿着径向向外扩胀成型的压力加工工艺。机械方式比液压方式。世界上 进的几条大口径27simn无缝钢管制管线扩径工序都被采用,其工艺为:机械扩径利用扩径机端部的分瓣的扇形块沿径向扩张,使管坯沿长度方向以步进方式,分段实现全管长塑性变形的过程。分为5个阶段 1初步整圆阶段。扇形块打开直到所有扇形块都接触到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。2名义内径阶段。扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。3弹复补偿阶段。扇形块在2阶段的位置开始进一步将低速度,直到抵达要求位置,这个位置是无缝方管工艺设计要求的弹复前钢管内圆周位置。4保压稳定阶段。扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压稳定阶段。5卸荷回归阶段。扇形块从弹复前钢管内圆周位置开始迅速回缩,直到抵达初始扩径的位置,这是扩径工艺要求的扇形块小收缩直径。实际应用中,工艺简化中,23步骤可以合并简化,这对钢管的扩径质量没有影响。


